Bộ cửa đẹp không chỉ có nguồn gốc tốt từ các hãng uy tín trên thế giới nó còn phụ thuộc vào dây chuyền sản xuất và tay nghề người lao động Vdoor áp dụng QUY TRÌNH SẢN XUẤT CỬA NHÔM tiên tiến nhất dựa theo các tiêu chuẩn sau:
Vdoor giới thiệu quy trình gia công cửa đi mở trượt tại Xưởng sản xuất được áp dụng giống như quy trình gia công cửa đi nói chung: Tuy nhiên, trong từng bước nhỏ của quy trình gia công cửa đi mở trượt có sự khác biệt so với các hệ cửa đi khác như sau: 1. Phay lỗ khóa, lỗ thoát nước: - Yêu cầu: + Phay lỗ lắp khóa: Khi đã cắt xong ta tiến hành đo lấy dấu và phay. Các lỗ phay phải đảm bảo chính xác không được lệch quá ± 1mm. + Phay lỗ thoát nước: - Phay lỗ thoát bằng mũi khoan Ø4 đến Ø5 mm. - Phay lỗ thoát có chiều dài L = 20 mm. - Cửa rộng 1000 đến 1500mm khoan 2 lỗ. Khoảngcách từ 500 đến 700mm khoan 1 lỗ cứ thế cộng thêm để khoan. 2. Khoan bản lề, lỗ lắp dựng: Khoan lỗ lắp dựng: - Mục đích của việc khoan lỗ chờ: Những lỗ này dùng để bắt vít giữa khung với tường khi tiến hành lắp đặt tại công trình. - Quy định như sau: Dùng mũi khoan sắt Ø11 để khoan, điểm khoan phải chính xác vào giữa rãnh ở phía lưng của thanh nhôm, khoảng cách giữa các lỗ: lỗ đầu cách mép khung 150mm các lỗ tiếp theo cách nhau từ 400 đến 600mm, cửa đi yêu cầu phải khoan mau. 3. Luồn gioăng: Yêu cầu đối với gioăng lông: - Gioăng lông lắp vào các thanh cửa lùa trước khi liên kết và tất cả các thanh ốp cánh cửa trượt. - Yêu cầu chung: Gioăng được luồn đủ chiều dài của thanh ốp cánh. 4. Yêu cầu chung về lắp phụ kiện : - Lắp chính xác, cân đối, đầy đủ vít, các vít phải ăn thấu vào phần thép. - Lắp thanh nẹp khóa vào cánh: Khi đưa thanh nẹp khóa vào cánh ta phải lấy tay nắm chốt lại cho chính xác mới lắp vỏ ổ khóa, lấy chìa khóa, khóa lại và mở thử, phải mở được nhẹ nhàng thì mới tiến hành bắt vít thanh nẹp khóa vào cánh, các vít bắt phải thẳng không được chéo. - Lắp bánh xe vào cánh cửa trượt: Bánh xe được lắp vào phần dưới của cánh, vị trí lắp tính từ mép cánh vào 30 đến 80mm. (Riêng các cánh nhỏ ta lắp bánh xe ra sát với mép ngoài rãnh của cánh). - Lắp miếng giảm chấn vào cánh cửa trượt: Lắp vào thanh đứng của cánh, ở bên cánh ôm vào khung cửa mỗi cánh thường được lắp 2 miếng (trên và dưới). Từ góc trên cánh xuống150mm lắp cái phía trên. Từ góc dưới cánh lên 150mm lắp cái phía dưới. - Lắp tay nắm: Lắp tay nắm phải chắc chắn không lỏng lẻo. - Lắp khóa bán nguyệt tại vị trí bản vẽ quy định. Nếu không thể hiện vị trí lắp trên bản vẽ thì lắp ở chính giữa thanh cánh. - Khoan bắt vít nối khung = Ø 4.2 hay Ø 5.2 dùng bulong hoặc vít 5x6mm hay 6x8mm, các vít cách nhau = 400 mm/con vít. Chú ý: Khi đã hoàn tất các khâu phải ghi chép, đánh dấu vào sổ nhật ký sản xuất để kiểm soát được số lượng và khối lượng công việc đã thực hiện.
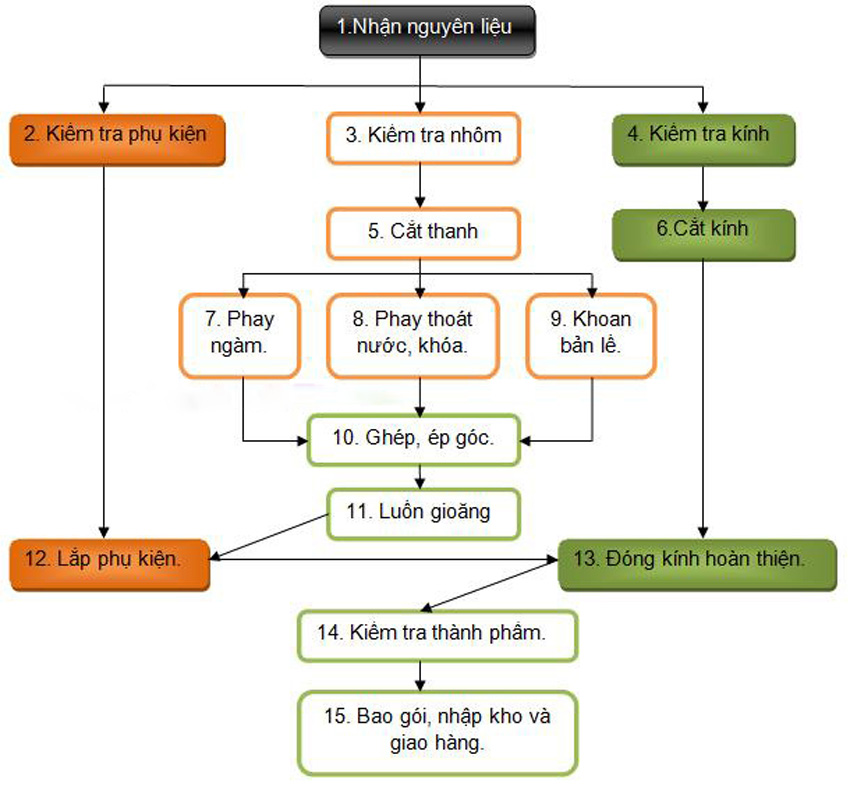 Vdoor giới thiệu quy trình gia công cửa đi mở trượt tại Xưởng sản xuất được áp dụng giống như quy trình gia công cửa đi nói chung:
Tuy nhiên, trong từng bước nhỏ của quy trình gia công cửa đi mở trượt có sự khác biệt so với các hệ cửa đi khác như sau:
1. Phay lỗ khóa, lỗ thoát nước:
- Yêu cầu:
+ Phay lỗ lắp khóa: Khi đã cắt xong ta tiến hành đo lấy dấu và phay. Các lỗ phay phải đảm bảo chính xác không được lệch quá ± 1mm.
+ Phay lỗ thoát nước:
- Phay lỗ thoát bằng mũi khoan Ø4 đến Ø5 mm.
- Phay lỗ thoát có chiều dài L = 20 mm.
- Cửa rộng 1000 đến 1500mm khoan 2 lỗ. Khoảngcách từ 500 đến 700mm khoan 1 lỗ cứ thế cộng thêm để khoan.
2. Khoan bản lề, lỗ lắp dựng:
Khoan lỗ lắp dựng:
- Mục đích của việc khoan lỗ chờ: Những lỗ này dùng để bắt vít giữa khung với tường khi tiến hành lắp đặt tại công trình.
- Quy định như sau: Dùng mũi khoan sắt Ø11 để khoan, điểm khoan phải chính xác vào giữa rãnh ở phía lưng của thanh nhôm, khoảng cách giữa các lỗ: lỗ đầu cách mép khung 150mm các lỗ tiếp theo cách nhau từ 400 đến 600mm, cửa đi yêu cầu phải khoan mau.
3. Luồn gioăng:
Yêu cầu đối với gioăng lông:
- Gioăng lông lắp vào các thanh cửa lùa trước khi liên kết và tất cả các thanh ốp cánh cửa trượt.
- Yêu cầu chung: Gioăng được luồn đủ chiều dài của thanh ốp cánh.
4. Yêu cầu chung về lắp phụ kiện :
- Lắp chính xác, cân đối, đầy đủ vít, các vít phải ăn thấu vào phần thép.
- Lắp thanh nẹp khóa vào cánh: Khi đưa thanh nẹp khóa vào cánh ta phải lấy tay nắm chốt lại cho chính xác mới lắp vỏ ổ khóa, lấy chìa khóa, khóa lại và mở thử, phải mở được nhẹ nhàng thì mới tiến hành bắt vít thanh nẹp khóa vào cánh, các vít bắt phải thẳng không được chéo.
- Lắp bánh xe vào cánh cửa trượt: Bánh xe được lắp vào phần dưới của cánh, vị trí lắp tính từ mép cánh vào 30 đến 80mm. (Riêng các cánh nhỏ ta lắp bánh xe ra sát với mép ngoài rãnh của cánh).
- Lắp miếng giảm chấn vào cánh cửa trượt: Lắp vào thanh đứng của cánh, ở bên cánh ôm vào khung cửa mỗi cánh thường được lắp 2 miếng (trên và dưới). Từ góc trên cánh xuống150mm lắp cái phía trên. Từ góc dưới cánh lên 150mm lắp cái phía dưới.
- Lắp tay nắm: Lắp tay nắm phải chắc chắn không lỏng lẻo.
- Lắp khóa bán nguyệt tại vị trí bản vẽ quy định. Nếu không thể hiện vị trí lắp trên bản vẽ thì lắp ở chính giữa thanh cánh.
- Khoan bắt vít nối khung = Ø 4.2 hay Ø 5.2 dùng bulong hoặc vít 5x6mm hay 6x8mm, các vít cách nhau = 400 mm/con vít.
Chú ý: Khi đã hoàn tất các khâu phải ghi chép, đánh dấu vào sổ nhật ký sản xuất để kiểm soát được số lượng và khối lượng công việc đã thực hiện.
Vdoor giới thiệu quy trình gia công cửa đi mở trượt tại Xưởng sản xuất được áp dụng giống như quy trình gia công cửa đi nói chung:
Tuy nhiên, trong từng bước nhỏ của quy trình gia công cửa đi mở trượt có sự khác biệt so với các hệ cửa đi khác như sau:
1. Phay lỗ khóa, lỗ thoát nước:
- Yêu cầu:
+ Phay lỗ lắp khóa: Khi đã cắt xong ta tiến hành đo lấy dấu và phay. Các lỗ phay phải đảm bảo chính xác không được lệch quá ± 1mm.
+ Phay lỗ thoát nước:
- Phay lỗ thoát bằng mũi khoan Ø4 đến Ø5 mm.
- Phay lỗ thoát có chiều dài L = 20 mm.
- Cửa rộng 1000 đến 1500mm khoan 2 lỗ. Khoảngcách từ 500 đến 700mm khoan 1 lỗ cứ thế cộng thêm để khoan.
2. Khoan bản lề, lỗ lắp dựng:
Khoan lỗ lắp dựng:
- Mục đích của việc khoan lỗ chờ: Những lỗ này dùng để bắt vít giữa khung với tường khi tiến hành lắp đặt tại công trình.
- Quy định như sau: Dùng mũi khoan sắt Ø11 để khoan, điểm khoan phải chính xác vào giữa rãnh ở phía lưng của thanh nhôm, khoảng cách giữa các lỗ: lỗ đầu cách mép khung 150mm các lỗ tiếp theo cách nhau từ 400 đến 600mm, cửa đi yêu cầu phải khoan mau.
3. Luồn gioăng:
Yêu cầu đối với gioăng lông:
- Gioăng lông lắp vào các thanh cửa lùa trước khi liên kết và tất cả các thanh ốp cánh cửa trượt.
- Yêu cầu chung: Gioăng được luồn đủ chiều dài của thanh ốp cánh.
4. Yêu cầu chung về lắp phụ kiện :
- Lắp chính xác, cân đối, đầy đủ vít, các vít phải ăn thấu vào phần thép.
- Lắp thanh nẹp khóa vào cánh: Khi đưa thanh nẹp khóa vào cánh ta phải lấy tay nắm chốt lại cho chính xác mới lắp vỏ ổ khóa, lấy chìa khóa, khóa lại và mở thử, phải mở được nhẹ nhàng thì mới tiến hành bắt vít thanh nẹp khóa vào cánh, các vít bắt phải thẳng không được chéo.
- Lắp bánh xe vào cánh cửa trượt: Bánh xe được lắp vào phần dưới của cánh, vị trí lắp tính từ mép cánh vào 30 đến 80mm. (Riêng các cánh nhỏ ta lắp bánh xe ra sát với mép ngoài rãnh của cánh).
- Lắp miếng giảm chấn vào cánh cửa trượt: Lắp vào thanh đứng của cánh, ở bên cánh ôm vào khung cửa mỗi cánh thường được lắp 2 miếng (trên và dưới). Từ góc trên cánh xuống150mm lắp cái phía trên. Từ góc dưới cánh lên 150mm lắp cái phía dưới.
- Lắp tay nắm: Lắp tay nắm phải chắc chắn không lỏng lẻo.
- Lắp khóa bán nguyệt tại vị trí bản vẽ quy định. Nếu không thể hiện vị trí lắp trên bản vẽ thì lắp ở chính giữa thanh cánh.
- Khoan bắt vít nối khung = Ø 4.2 hay Ø 5.2 dùng bulong hoặc vít 5x6mm hay 6x8mm, các vít cách nhau = 400 mm/con vít.
Chú ý: Khi đã hoàn tất các khâu phải ghi chép, đánh dấu vào sổ nhật ký sản xuất để kiểm soát được số lượng và khối lượng công việc đã thực hiện.
 Cửa nhôm cao cấp
Cửa nhôm cao cấp  Sản phẩm nhôm đúc
Sản phẩm nhôm đúc 1835_25x25.png) Sản phẩm sắt mỹ thuật
Sản phẩm sắt mỹ thuật  Cửa cuốn
Cửa cuốn Motor cổng tự động
Motor cổng tự động7212_25x25.png) Motor cổng xếp điện
Motor cổng xếp điện Cổng Barie Tự động
Cổng Barie Tự động6882_25x25.png) Kính điện
Kính điện7434_25x25.png) Cửa bản lề sàn
Cửa bản lề sàn1553_25x25.png) Cửa kính phòng tắm
Cửa kính phòng tắm Phụ kiện
Phụ kiện